ਮਸ਼ੀਨ ਵਾਲੇ ਹਿੱਸੇ


ਛੋਟਾ ਵੇਰਵਾ:
ਮਸ਼ੀਨ ਵਾਲੇ ਹਿੱਸੇਵੱਖ ਵੱਖ ਮਕੈਨੀਕਲ ਉਪਕਰਣ ਅਤੇ ਉਪਕਰਣ ਦੇ ਮੁ componentsਲੇ ਹਿੱਸੇ ਦਾ ਗਠਨ. ਇਸ ਦੁਆਰਾ ਵਰਤੇ ਗਏ ਉਪਕਰਣ ਅਤੇ ਪ੍ਰਕਿਰਿਆ ਮੌਜੂਦਾ ਮਸ਼ੀਨ ਡਿਜ਼ਾਈਨ, ਸਮਗਰੀ, ਸੁਗੰਧਿਤ, ਮਸ਼ੀਨਰੀ, ਇਲੈਕਟ੍ਰਾਨਿਕਸ, ਉਦਯੋਗਿਕ ਨਿਯੰਤਰਣ ਅਤੇ ਹੋਰ ਖੇਤਰਾਂ ਦੇ ਉੱਚ ਪੱਧਰੀ ਨੂੰ ਏਕੀਕ੍ਰਿਤ ਕਰਦੀ ਹੈ.
ਤਕਨਾਲੋਜੀ ਦੇ ਵਿਕਾਸ ਦੇ ਨਾਲ, ਸ਼ੁੱਧਤਾ ਵਾਲੇ ਹਿੱਸੇ ਅਤੇ ਮਸ਼ੀਨਿੰਗ ਆਧੁਨਿਕ ਉਦਯੋਗਿਕ ਨਿਰਮਾਣ ਵਿੱਚ ਵੱਧਦੀ ਮਹੱਤਵਪੂਰਣ ਭੂਮਿਕਾ ਨਿਭਾਉਂਦੀ ਹੈ. ਮੇਸਟੈਚ ਸਾਲਾਂ ਤੋਂ ਗਾਹਕਾਂ ਨੂੰ ਮੈਟਲ ਅਤੇ ਗੈਰ-ਧਾਤੂ ਹਿੱਸਿਆਂ ਦੀ ਸਹੀ ਪ੍ਰਕਿਰਿਆ ਪ੍ਰਦਾਨ ਕਰ ਰਿਹਾ ਹੈ.
ਆਧੁਨਿਕ ਉਦਯੋਗ ਵਿੱਚ ਸ਼ੁੱਧ ਧਾਤ ਦੇ ਪੁਰਜ਼ਿਆਂ ਦੀ ਕੀ ਭੂਮਿਕਾ ਹੈ?
ਮਸ਼ੀਨ ਟੂਲ ਹੈ “ਉਦਯੋਗਿਕ ਮਾਂ ਮਸ਼ੀਨ” . ਲਗਭਗ ਸਾਰੇ ਮਕੈਨੀਕਲ ਉਪਕਰਣਾਂ ਦਾ ਨਿਰਮਾਣ ਮਕੈਨੀਕਲ ਪ੍ਰੋਸੈਸਿੰਗ ਤੋਂ ਅਟੁੱਟ ਹੁੰਦਾ ਹੈ. ਤਕਨਾਲੋਜੀ ਅਤੇ ਉਪਕਰਣਾਂ ਦੇ ਨਿਰੰਤਰ ਸੁਧਾਰ ਦੇ ਨਾਲ, ਸ਼ੁੱਧਤਾ ਵਾਲੇ ਹਿੱਸਿਆਂ, ਜਿਵੇਂ ਕਿ ਹਵਾਬਾਜ਼ੀ, ਏਰੋਸਪੇਸ, ਆਟੋਮੋਬਾਈਲ, ਮੈਡੀਕਲ, ਨਕਲੀ ਬੁੱਧੀ ਅਤੇ ਚਿੱਪ ਨਿਰਮਾਣ ਦੀ ਇੱਕ ਵੱਡੀ ਮੰਗ ਹੈ, ਇਹ ਸਾਰੇ ਸ਼ੁੱਧਤਾ ਵਾਲੇ ਹਿੱਸਿਆਂ ਦੇ ਸਮਰਥਨ ਤੋਂ ਅਟੁੱਟ ਹਨ. ਸ਼ੁੱਧਤਾ ਵਾਲੇ ਹਿੱਸਿਆਂ ਦੀ ਉੱਚ ਕੁਸ਼ਲਤਾ ਅਤੇ ਘੱਟ ਕੀਮਤ ਵਾਲੇ ਨਿਰਮਾਣ ਨੂੰ ਕਿਵੇਂ ਪ੍ਰਾਪਤ ਕਰਨਾ ਹੈ ਇਹ ਮਸ਼ੀਨਰੀ ਨਿਰਮਾਣ ਉਦਯੋਗ ਦਾ ਮਾਮਲਾ ਹੈ.
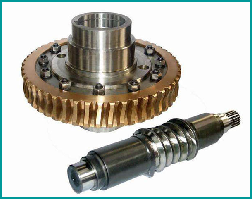
ਸਟੀਲ ਦਾ ਅਧਾਰ
ਕੀੜਾ ਗੇਅਰ

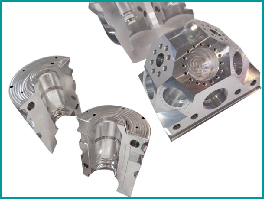
ਉੱਚ ਸ਼ੁੱਧਤਾ ਵਾਲੇ ਹਿੱਸੇ

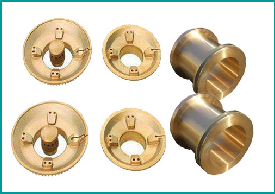
ਪਿੱਤਲ ਦੇ ਹਿੱਸੇ
ਤੁਸੀਂ ਕਿੰਨੀ ਕਿਸਮਾਂ ਦੀਆਂ ਮਸ਼ੀਨੀ ਪ੍ਰਕਿਰਿਆਵਾਂ ਨੂੰ ਜਾਣਦੇ ਹੋ?
ਪ੍ਰੀਕੈਸਿਸ਼ਨ ਮਸ਼ੀਨਿੰਗ ਇੱਕ ਪ੍ਰੋਸੈਸਿੰਗ ਮਸ਼ੀਨ ਦੇ ਜ਼ਰੀਏ ਵਰਕਪੀਸ ਦੇ ਆਕਾਰ ਜਾਂ ਪ੍ਰਦਰਸ਼ਨ ਨੂੰ ਬਦਲਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਹੈ. ਵਰਕਪੀਸ ਦੀ ਕਾਰਵਾਈ ਕੀਤੀ ਜਾ ਰਹੀ ਤਾਪਮਾਨ ਦੇ ਸਥਿਤੀ ਦੇ ਅਨੁਸਾਰ, ਇਸ ਨੂੰ ਠੰਡੇ ਪ੍ਰੋਸੈਸਿੰਗ, ਗਰਮ ਪ੍ਰੋਸੈਸਿੰਗ ਅਤੇ ਵਿਸ਼ੇਸ਼ ਪ੍ਰੋਸੈਸਿੰਗ ਵਿੱਚ ਵੰਡਿਆ ਜਾ ਸਕਦਾ ਹੈ. ਇਹ ਆਮ ਤੌਰ 'ਤੇ ਕਮਰੇ ਦੇ ਤਾਪਮਾਨ' ਤੇ ਕਾਰਵਾਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਅਤੇ ਵਰਕਪੀਸ ਦੇ ਰਸਾਇਣਕ ਜਾਂ ਸਰੀਰਕ ਤਬਦੀਲੀਆਂ ਦਾ ਕਾਰਨ ਨਹੀਂ ਬਣਦੀ. ਇਸ ਨੂੰ ਕੋਲਡ ਪ੍ਰੋਸੈਸਿੰਗ ਕਿਹਾ ਜਾਂਦਾ ਹੈ. ਆਮ ਤੌਰ 'ਤੇ, ਆਮ ਤਾਪਮਾਨ' ਤੇ ਜਾਂ ਇਸ ਤੋਂ ਘੱਟ ਪ੍ਰਕਿਰਿਆ ਕਰਨ ਨਾਲ ਵਰਕਪੀਸ ਦੇ ਰਸਾਇਣਕ ਜਾਂ ਸਰੀਰਕ ਤਬਦੀਲੀਆਂ ਆਉਣਗੀਆਂ, ਜਿਸ ਨੂੰ ਥਰਮਲ ਪ੍ਰੋਸੈਸਿੰਗ ਕਿਹਾ ਜਾਂਦਾ ਹੈ. ਕੋਲਡ ਪ੍ਰੋਸੈਸਿੰਗ ਨੂੰ ਪ੍ਰੋਸੈਸਿੰਗ ਦੇ ਤਰੀਕਿਆਂ ਦੇ ਅੰਤਰ ਦੇ ਅਨੁਸਾਰ ਕੱਟਣ ਅਤੇ ਦਬਾਅ ਪ੍ਰੋਸੈਸਿੰਗ ਵਿੱਚ ਵੰਡਿਆ ਜਾ ਸਕਦਾ ਹੈ. ਗਰਮ ਕੰਮ ਕਰਨ ਵਿੱਚ ਹੀਟ ਟ੍ਰੀਟਮੈਂਟ, ਫੋਰਜਿੰਗ, ਕਾਸਟਿੰਗ ਅਤੇ ਵੈਲਡਿੰਗ ਆਮ ਹੈ. ਹਿੱਸਿਆਂ ਦੀ ਸ਼ੁੱਧਤਾ ਨੂੰ ਨਿਸ਼ਚਤ ਕਰਨ ਲਈ ਪ੍ਰਿਸ਼ਟੀਨ ਕਟਿੰਗ ਅਕਸਰ ਅੰਤਮ ਪ੍ਰੋਸੈਸਿੰਗ ਲਿੰਕ ਹੁੰਦੀ ਹੈ, ਅਤੇ ਇਹ ਵੀ ਸਭ ਤੋਂ ਵੱਡੇ ਕੰਮ ਦੇ ਬੋਝ ਦੇ ਨਾਲ ਇੱਕ ਲਿੰਕ ਹੈ, ਜਿਸ ਵਿੱਚ 60% ਤੋਂ ਵੱਧ ਮਕੈਨੀਕਲ ਹਿੱਸਿਆਂ ਦੀ ਪ੍ਰੋਸੈਸਿੰਗ ਹੁੰਦੀ ਹੈ.
ਸ਼ੁੱਧਤਾ ਮਕੈਨੀਕਲ ਕਟਿੰਗ ਕੀ ਹੈ?
ਮਕੈਨੀਕਲ ਕੱਟਣਾ ਮਕੈਨੀਕਲ ਪ੍ਰੋਸੈਸਿੰਗ ਦਾ ਮੁੱਖ ਤਰੀਕਾ ਹੈ, ਸਹੀ ਮਸ਼ੀਨਰੀ ਦੁਆਰਾ ਸਮੱਗਰੀ ਨੂੰ ਹਟਾਉਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦਾ ਹਵਾਲਾ ਦਿੰਦਾ ਹੈ.
ਸ਼ੁੱਧਤਾ ਮਕੈਨੀਕਲ ਕੱਟਣਾ ਇੱਕ ਕਿਸਮ ਦੀ ਪ੍ਰੋਸੈਸਿੰਗ ਮਸ਼ੀਨ ਹੈ ਜਿਸ ਵਿੱਚ ਉੱਚ ਸ਼ੁੱਧਤਾ ਹੈ. ਪੁਰਜ਼ਿਆਂ ਦੀ ਸ਼ੁੱਧਤਾ ਨੂੰ ਸਮਝਣ ਦੇ ਦੋ ਮੁੱਖ ਤਰੀਕੇ ਹਨ:
(1) ਇਕ ਉੱਚ-ਸ਼ੁੱਧਤਾ ਵਾਲੇ ਹਿੱਸਿਆਂ, ਜਿਵੇਂ ਕਿ ਕੋਆਰਡੀਨੇਟ ਬੋਰਿੰਗ ਮਸ਼ੀਨ, ਥਰਿੱਡ ਗ੍ਰਿੰਡਰ, ਕੀੜਾ ਗ੍ਰਿੰਡਰ, ਗਿਅਰ ਗ੍ਰਾਈਡਰ, ਆਪਟੀਕਲ ਗ੍ਰਿੰਡਰ, ਉੱਚ-ਸ਼ੁੱਧਤਾ ਬਾਹਰੀ ਚੱਕਣ, ਉੱਚ-ਸ਼ੁੱਧਤਾ ਹੋਬ ਗ੍ਰਿੰਡਰ, ਉੱਚ ਦੀ ਪ੍ਰਕਿਰਿਆ ਲਈ ਉੱਚ-ਸ਼ੁੱਧਤਾ ਮਸ਼ੀਨ ਟੂਲ ਦੀ ਵਰਤੋਂ ਕਰਨਾ ਹੈ. -ਪ੍ਰਿਸੀਜ਼ਨ ਥਰਿੱਡ ਲੇਥ, ਆਦਿ ਇਹ ਮਸ਼ੀਨ ਟੂਲ ਉੱਚ ਸ਼ੁੱਧਤਾ ਵਾਲੇ ਵਿਸ਼ੇਸ਼ ਮਸ਼ੀਨ ਟੂਲ ਹਨ, ਖਾਸ ਤੌਰ 'ਤੇ ਇਕ ਖਾਸ ਕਿਸਮ ਦੇ ਹਿੱਸਿਆਂ, ਜਿਵੇਂ ਕਿ ਗੀਅਰਜ਼, ਟਰਬਾਈਨਜ਼, ਪੇਚਾਂ, ਕੱਟਣ ਵਾਲੇ ਉਪਕਰਣਾਂ, ਉੱਚ-ਸ਼ੁੱਧਤਾ ਟਰਾਂਸਮਿਸ਼ਨ ਟ੍ਰਾਂਸਫਟ ਅਤੇ ਇੰਜਨ ਬਾੱਕਸ ਦੀ ਪ੍ਰਕਿਰਿਆ ਲਈ ਵਰਤੇ ਜਾਂਦੇ ਹਨ. ਆਦਿ. ਇਹ ਮਸ਼ੀਨ ਟੂਲ ਵਿਸ਼ੇਸ਼ ਉਦੇਸ਼ ਦੀ ਪ੍ਰਕਿਰਿਆ ਲਈ ਬਹੁਤ ਕੁਸ਼ਲ ਅਤੇ ਸਹੀ ਹਨ.
(2) ਦੂਜਾ ਭਾਗਾਂ ਦੀ ਪ੍ਰੋਸੈਸਿੰਗ ਸ਼ੁੱਧਤਾ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ ਲਈ ਗਲਤੀ ਮੁਆਵਜ਼ਾ ਤਕਨਾਲੋਜੀ ਦੀ ਵਰਤੋਂ ਕਰਨਾ ਹੈ. ਮੁੱਖ ਐਕਸਪੋਨਸਅਲ ਕੰਟਰੋਲ ਮਸ਼ੀਨ ਟੂਲ ਹਨ ਸੀ ਐਨ ਸੀ ਮਿਲਿੰਗ ਮਸ਼ੀਨ, ਸੀ ਐਨ ਸੀ ਲੇਥ, ਸੀ ਐਨ ਸੀ ਗ੍ਰਿੰਡਰ, ਸੀ ਐਨ ਸੀ ਬੋਰਿੰਗ ਅਤੇ ਮਿਲਿੰਗ ਮਸ਼ੀਨ, ਅਤੇ ਕੰਪੋਡ ਮਸ਼ੀਨਿੰਗ ਸੈਂਟਰ.
ਸੀ ਐਨ ਸੀ ਮਸ਼ੀਨ ਸਾਧਨ ਆਮ ਤੌਰ ਤੇ ਆਮ ਉਦੇਸ਼ ਵਾਲੇ ਮਸ਼ੀਨ ਸਾਧਨ ਹੁੰਦੇ ਹਨ, ਕਿਉਂਕਿ ਕੰਪਿ computerਟਰ ਪ੍ਰੋਗ੍ਰਾਮਿੰਗ ਟੈਕਨੋਲੋਜੀ ਦੀ ਵਰਤੋਂ ਕਰਕੇ, ਕੰਪਿ simਟਰ ਸਿਮੂਲੇਸ਼ਨ ਪ੍ਰੋਸੈਸਿੰਗ ਅਤੇ ਡੀਬੱਗਿੰਗ 'ਤੇ ਪਹਿਲਾਂ ਤੋਂ ਪ੍ਰੋਗਰਾਮ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਚੰਗੀ ਅਨੁਕੂਲਤਾ ਅਤੇ ਅਨੁਕੂਲਤਾ ਹੈ, ਗੁੰਝਲਦਾਰ ਸ਼ਕਲ ਲਈ ,ੁਕਵੀਂ, ਵੱਖ ਵੱਖ ਹਿੱਸਿਆਂ ਦੀ ਪ੍ਰੋਸੈਸਿੰਗ. ਸੀ ਐਨ ਸੀ ਮਸ਼ੀਨ ਸਾਧਨ ਮਹਿੰਗੇ ਹਨ, ਪਰ ਉਹ ਪ੍ਰੋਸੈਸਿੰਗ ਦੇ ਸਵੈਚਾਲਨ ਦਾ ਅਹਿਸਾਸ ਕਰ ਸਕਦੇ ਹਨ, ਅਤੇ ਚੰਗੀ ਦੁਹਰਾਉਣ ਵਾਲੀਆਂ ਪ੍ਰੋਸੈਸਿੰਗ ਦੀ ਸ਼ੁੱਧਤਾ ਅਤੇ ਉਤਪਾਦਨ ਕੁਸ਼ਲਤਾ ਰੱਖ ਸਕਦੇ ਹਨ.
Processingੁਕਵੇਂ ਪ੍ਰੋਸੈਸਿੰਗ ਉਪਕਰਣਾਂ ਦੀ ਚੋਣ ਕਿਵੇਂ ਕਰੀਏ?
ਕੰਪਿ computerਟਰ ਨਿਯੰਤਰਣ ਤਕਨਾਲੋਜੀ ਦੇ ਵਿਕਾਸ ਦੇ ਨਾਲ, ਵੱਧ ਤੋਂ ਵੱਧ ਮਸ਼ੀਨ ਸਾਧਨ ਸੀ.ਐਨ.ਸੀ. ਪ੍ਰਣਾਲੀ ਨਾਲ ਏਕੀਕ੍ਰਿਤ ਕੀਤੇ ਗਏ ਹਨ, ਤਾਂ ਕਿ ਪ੍ਰੋਸੈਸਿੰਗ ਦੇ ਸਵੈਚਾਲਨ ਨੂੰ ਸਮਝਣ, ਮੈਨੂਅਲ ਓਪਰੇਸ਼ਨ ਗਲਤੀਆਂ ਤੋਂ ਬਚਣ, ਅਤੇ ਪ੍ਰੋਸੈਸਿੰਗ ਦੀ ਸ਼ੁੱਧਤਾ ਅਤੇ ਸਥਿਰਤਾ ਨੂੰ ਬਿਹਤਰ ਬਣਾਇਆ ਜਾ ਸਕੇ. ਇਸ ਲਈ, ਸੀ ਐਨ ਸੀ ਮਸ਼ੀਨ ਸਾਧਨ ਸੰਪੂਰਨਤਾ ਪੁਰਜਿਆਂ ਦੇ ਨਿਰਮਾਣ ਦੇ ਖੇਤਰ ਵਿਚ ਵਿਆਪਕ ਤੌਰ ਤੇ ਵਰਤੇ ਜਾਂਦੇ ਹਨ.
(1) ਸਥਿਰ ਪ੍ਰੋਸੈਸਿੰਗ ਗੁਣਾਂ ਦੇ ਨਾਲ, ਜੁਰਮਾਨਾ ਧਾਤ ਦੇ ਸ਼ੈਫਟ ਦੀ ਸੀ ਐਨ ਸੀ ਪ੍ਰੋਸੈਸਿੰਗ ਸ਼ੁੱਧਤਾ ਵਧੇਰੇ ਹੈ;
(2) ਇਹ ਮਲਟੀ-ਕੋਆਰਡੀਨੇਟ ਲਿੰਕੇਜ ਅਤੇ ਪ੍ਰਕਿਰਿਆ ਵਾਲੇ ਹਿੱਸਿਆਂ ਨੂੰ ਗੜਬੜੀ ਵਾਲੇ ਆਕਾਰ ਦੇ ਨਾਲ ਪੂਰਾ ਕਰ ਸਕਦਾ ਹੈ.
(3) ਜਦੋਂ ਜੁਰਮਾਨਾ ਹਾਰਡਵੇਅਰ ਦੇ ਸੀਐਨਸੀ ਹਿੱਸੇ ਬਦਲੇ ਜਾਂਦੇ ਹਨ, ਉਤਪਾਦਨ ਦੀ ਤਿਆਰੀ ਦੇ ਸਮੇਂ ਨੂੰ ਬਚਾਉਣ ਲਈ ਸਿਰਫ ਐਨਸੀ ਪ੍ਰੋਗਰਾਮ ਨੂੰ ਬਦਲਣ ਦੀ ਜ਼ਰੂਰਤ ਹੁੰਦੀ ਹੈ.
()) ਮਸ਼ੀਨ ਟੂਲ ਆਪਣੇ ਆਪ ਵਿੱਚ ਉੱਚ ਸ਼ੁੱਧਤਾ ਅਤੇ ਕਠੋਰਤਾ ਹੈ, ਅਤੇ ਲਾਭਕਾਰੀ ਪ੍ਰੋਸੈਸਿੰਗ ਰਕਮ ਦੀ ਚੋਣ ਕਰ ਸਕਦਾ ਹੈ, ਅਤੇ ਆਉਟਪੁੱਟ ਦੀ ਦਰ ਉੱਚ ਹੈ (ਆਮ ਤੌਰ ਤੇ ਆਮ ਮਸ਼ੀਨ ਸਾਧਨ ਦੇ 3 ਤੋਂ 5 ਗੁਣਾ).
(5) ਮਸ਼ੀਨ ਟੂਲ ਬਹੁਤ ਸਵੈਚਲਿਤ ਹੁੰਦੇ ਹਨ ਅਤੇ ਲੇਬਰ ਦੀ ਤੀਬਰਤਾ ਨੂੰ ਘਟਾ ਸਕਦੇ ਹਨ.
ਛੋਟੇ ਕੱਟਣ ਵਾਲੇ ਉਪਕਰਣਾਂ ਦੀ ਵਰਤੋਂ ਕਰਦਿਆਂ ਸੀ ਐਨ ਸੀ ਜੁਰਮਾਨਾ ਪ੍ਰਕਿਰਿਆ ਕਰਨਾ ਜੁਰਮਾਨਾ ਹਾਰਡਵੇਅਰ ਪਾਰਟਸ ਦੀ ਮੁੱਖ ਵਿਸ਼ੇਸ਼ਤਾ ਹੈ. ਛੋਟੇ ਕੱਟਣ ਵਾਲੇ ਸੰਦ ਭਟਕਣ ਨੂੰ ਮਹੱਤਵਪੂਰਣ ਰੂਪ ਵਿੱਚ ਘਟਾ ਸਕਦੇ ਹਨ, ਅਤੇ ਫਿਰ ਸ਼ਾਨਦਾਰ ਸਤਹ ਦੀ ਕੁਆਲਟੀ ਪ੍ਰਾਪਤ ਕਰ ਸਕਦੇ ਹਨ, ਮੁੜ ਕੰਮ ਤੋਂ ਬਚਣਗੇ, ਵੈਲਡਿੰਗ ਰਾਡਾਂ ਦੀ ਵਰਤੋਂ ਘਟਾ ਸਕਦੇ ਹੋ, ਅਤੇ EDM ਪ੍ਰੋਸੈਸਿੰਗ ਸਮਾਂ ਛੋਟਾ ਕਰ ਸਕਦੇ ਹੋ. ਪੰਜ-ਧੁਰਾ ਵਾਲੀ ਮਸ਼ੀਨਿੰਗ ਤੇ ਵਿਚਾਰ ਕਰਦੇ ਸਮੇਂ, ਪੰਜ-ਧੁਰਾ ਦੀ ਪ੍ਰੋਸੈਸਿੰਗ ਮਰਨ ਦੀ ਵਰਤੋਂ ਦੇ ਸਿਧਾਂਤ 'ਤੇ ਵਿਚਾਰ ਕਰਨਾ ਜ਼ਰੂਰੀ ਹੈ: ਜਿੰਨੀ ਦੂਰ ਹੋ ਸਕੇ ਕੱਟਣ ਵਾਲੀ ਸਮੱਗਰੀ ਨਾਲ ਪੂਰੀ ਵਰਕਪੀਸ ਪ੍ਰੋਸੈਸਿੰਗ ਨੂੰ ਪੂਰਾ ਕਰਨਾ, ਪਰ ਪ੍ਰੋਗਰਾਮਿੰਗ, ਕਲੈਪਿੰਗ ਅਤੇ ਪ੍ਰੋਸੈਸਿੰਗ ਸਮੇਂ ਨੂੰ ਘਟਾਉਣ ਲਈ ਵੀ ਵਧੇਰੇ ਸੰਪੂਰਣ ਸਤਹ ਦੀ ਗੁਣਵੱਤਾ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ.
ਵਾਜਬ ਪ੍ਰੋਸੈਸਿੰਗ ਟੈਕਨੋਲੋਜੀ ਕਿਵੇਂ ਬਣਾਈਏ?
(1) ਮੋਟਾ ਪ੍ਰੋਸੈਸਿੰਗ ਪੜਾਅ. ਹਰੇਕ ਪ੍ਰੋਸੈਸਿੰਗ ਸਤਹ ਦੇ ਬਹੁਤ ਸਾਰੇ ਪ੍ਰੋਸੈਸਿੰਗ ਭੱਤੇ ਨੂੰ ਕੱਟਣ ਅਤੇ ਇਕ ਸਹੀ ਮਾਪਦੰਡ ਪੈਦਾ ਕਰਨ ਲਈ, ਸਭ ਤੋਂ ਮਹੱਤਵਪੂਰਣ ਵਿਚਾਰ ਹੈ ਉਤਪਾਦਕਤਾ ਨੂੰ ਜਿੰਨਾ ਸੰਭਵ ਹੋ ਸਕੇ ਸੁਧਾਰ ਕਰਨਾ ਹੈ.
(2) ਅਰਧ-ਪੂਰਨ ਪੜਾਅ. ਮੋਟਾ ਪ੍ਰੋਸੈਸਿੰਗ ਤੋਂ ਬਾਅਦ ਸੰਭਵ ਕਮੀਆਂ ਨੂੰ ਦੂਰ ਕਰੋ, ਦਿੱਖ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ ਤਿਆਰ ਕਰੋ, ਲੋੜੀਂਦੀ ਪ੍ਰੋਸੈਸਿੰਗ ਦੀ ਸ਼ੁੱਧਤਾ ਤੱਕ ਪਹੁੰਚਣ ਦੀ ਜਰੂਰਤ ਹੈ, finishੁਕਵੇਂ ਅੰਤਮ ਭੱਤੇ ਨੂੰ ਯਕੀਨੀ ਬਣਾਓ, ਅਤੇ ਸੈਕੰਡਰੀ ਸਤਹ ਪ੍ਰੋਸੈਸਿੰਗ ਨੂੰ ਇਕੱਠੇ ਪੂਰਾ ਕਰੋ.
(3) ਪੜਾਅ ਦੀ ਸਮਾਪਤੀ. ਇਸ ਪੜਾਅ ਵਿੱਚ, ਪਿਛਲੀ ਪ੍ਰਕਿਰਿਆ ਦੁਆਰਾ ਛੱਡੇ ਗਏ ਅੰਤਮ ਭੱਤੇ ਨੂੰ ਹਟਾਉਣ ਲਈ ਵੱਡੀ ਕੱਟਣ ਦੀ ਗਤੀ, ਛੋਟੀ ਫੀਡ ਅਤੇ ਕੱਟਣ ਦੀ ਡੂੰਘਾਈ ਦੀ ਚੋਣ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਤਾਂ ਜੋ ਅੰਗਾਂ ਦੀ ਦਿੱਖ ਡਰਾਇੰਗਾਂ ਦੀਆਂ ਤਕਨੀਕੀ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰੇ.
(4) ਅਲਟਰਾਫਾਈਨ ਮਸ਼ੀਨਿੰਗ ਪੜਾਅ. ਇਹ ਮੁੱਖ ਤੌਰ ਤੇ ਸਤਹ ਦੀ ਮੋਟਾਈ ਦੇ ਮੁੱਲ ਨੂੰ ਘਟਾਉਣ ਜਾਂ ਪ੍ਰੋਸੈਸਿੰਗ ਦੀ ਦਿੱਖ ਨੂੰ ਮਜ਼ਬੂਤ ਕਰਨ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਹੈ. ਇਹ ਮੁੱਖ ਤੌਰ 'ਤੇ ਸਤਹ ਰੱਫੜ ਦੀ ਉੱਚ ਜ਼ਰੂਰਤਾਂ ਦੇ ਨਾਲ ਸਤਹ ਪ੍ਰੋਸੈਸਿੰਗ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਹੈ (ਆਰ <0.32 ਅਮ).
(5) ਅਲਟਰਾ-ਜੁਰਮਾਨਾ ਪ੍ਰੋਸੈਸਿੰਗ ਪੜਾਅ. ਮਸ਼ੀਨਿੰਗ ਦੀ ਸ਼ੁੱਧਤਾ 0.1-0.01 ਮਾਈਕਰੋਨ ਹੈ ਅਤੇ ਸਤਹ ਰੱਫੜਤਾ ਮੁੱਲ ਆਰਏ 0.001 ਮਾਈਕਰੋਨ ਤੋਂ ਘੱਟ ਹੈ. ਪ੍ਰਾਸੈਸਿੰਗ ਦੇ ਮੁੱਖ areੰਗ ਇਹ ਹਨ: ਵਧੀਆ ਕੱਟਣਾ, ਸ਼ੀਸ਼ੇ ਪੀਸਣਾ, ਵਧੀਆ ਪੀਸਣਾ ਅਤੇ ਪਾਲਿਸ਼ ਕਰਨਾ.
ਵਰਕਪੀਸ ਲਈ materialੁਕਵੀਂ ਸਮੱਗਰੀ ਦੀ ਚੋਣ ਕਿਵੇਂ ਕਰੀਏ?
ਸ਼ੁੱਧਤਾ ਪ੍ਰੋਸੈਸਿੰਗ, ਸਾਰੇ ਕੱਚੇ ਪਦਾਰਥ ਸ਼ੁੱਧਤਾ ਦੀ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਬਾਹਰ ਕੱ wishਣ ਦੀ ਇੱਛਾ ਨਹੀਂ ਰੱਖ ਸਕਦੇ, ਕੁਝ ਕੱਚੇ ਪਦਾਰਥ ਬਹੁਤ ਸਖਤ ਹੁੰਦੇ ਹਨ, ਪ੍ਰੋਸੈਸਿੰਗ ਮਸ਼ੀਨ ਦੇ ਹਿੱਸਿਆਂ ਦੀ ਸਖਤੀ ਤੋਂ ਵੱਧ, ਮਸ਼ੀਨ ਦੇ ਹਿੱਸੇ collapseਹਿ ਸਕਦੇ ਹਨ, ਇਸ ਲਈ ਇਹ ਕੱਚੇ ਪਦਾਰਥ ਸ਼ੁੱਧਤਾ ਮਕੈਨੀਕਲ ਪ੍ਰੋਸੈਸਿੰਗ ਲਈ areੁਕਵੇਂ ਨਹੀਂ ਹਨ, ਜਦ ਤੱਕ ਇਹ ਵਿਲੱਖਣ ਕੱਚੇ ਮਾਲ, ਜਾਂ ਲੇਜ਼ਰ ਕੱਟਣ ਦਾ ਬਣਿਆ ਹੁੰਦਾ ਹੈ.
ਸ਼ੁੱਧਤਾ ਵਾਲੀ ਮਸ਼ੀਨਿੰਗ ਲਈ ਕੱਚੇ ਮਾਲ ਨੂੰ ਦੋ ਸ਼੍ਰੇਣੀਆਂ ਵਿੱਚ ਵੰਡਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਮੈਟਲ ਕੱਚੇ ਮਾਲ ਅਤੇ ਨਾਨ-ਮੈਟਲ ਕੱਚੇ ਮਾਲ.
ਧਾਤੂ ਕੱਚੇ ਮਾਲ ਦੀ ਗੱਲ ਕਰੀਏ ਤਾਂ, ਜੰਗਾਲ ਸਟੀਲ ਦੀ ਸਖਤੀ ਵਧੇਰੇ ਹੁੰਦੀ ਹੈ, ਇਸਦੇ ਬਾਅਦ ਕਾਸਟ ਆਇਰਨ ਅਤੇ ਪਿੱਤਲ ਅਤੇ ਨਰਮ ਅਲਮੀਨੀਅਮ ਤੋਂ ਬਾਅਦ.
ਵਸਰਾਵਿਕ ਅਤੇ ਪਲਾਸਟਿਕ ਦੀ ਪ੍ਰੋਸੈਸਿੰਗ ਗੈਰ ਧਾਤੂ ਕੱਚੇ ਮਾਲ ਦੀ ਪ੍ਰੋਸੈਸਿੰਗ ਨਾਲ ਸਬੰਧਤ ਹੈ.
1. ਸਭ ਤੋਂ ਪਹਿਲਾਂ, ਭਾਗਾਂ ਵਿਚ ਕੁਝ ਹੱਦ ਤਕ ਕਠੋਰਤਾ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ. ਕੁਝ ਐਪਲੀਕੇਸ਼ਨਾਂ ਲਈ, ਖਾਲੀ ਸਮੱਗਰੀ ਦੀ ਜਿੰਨੀ ਜਿਆਦਾ ਕਠੋਰਤਾ ਹੁੰਦੀ ਹੈ, ਉੱਨੀ ਵਧੀਆ ਹੁੰਦੀ ਹੈ. ਇਹ ਸਿਰਫ ਮਸ਼ੀਨ ਕੀਤੇ ਹਿੱਸਿਆਂ ਦੀ ਸਖਤੀ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਤੱਕ ਸੀਮਿਤ ਹੈ. ਤਿਆਰ ਕੀਤੀ ਸਮੱਗਰੀ ਬਹੁਤ ਸਖਤ ਨਹੀਂ ਹੋ ਸਕਦੀ. ਜੇ ਉਹ ਮਸ਼ੀਨ ਵਾਲੇ ਹਿੱਸੇ ਨਾਲੋਂ ਸਖਤ ਹਨ, ਤਾਂ ਉਹ ਮਸ਼ੀਨ ਨਹੀਂ ਕੀਤੇ ਜਾ ਸਕਦੇ.
2. ਦੂਜਾ, ਸਮੱਗਰੀ ਕਠੋਰਤਾ ਅਤੇ ਨਰਮਾਈ ਵਿਚ ਦਰਮਿਆਨੀ ਹੈ. ਘੱਟੋ ਘੱਟ ਇਕ ਪੱਧਰ ਦੀ ਸਖਤੀ ਮਸ਼ੀਨ ਦੇ ਹਿੱਸਿਆਂ ਨਾਲੋਂ ਘੱਟ ਹੈ. ਉਸੇ ਸਮੇਂ, ਇਹ ਪ੍ਰੋਸੈਸ ਕੀਤੇ ਯੰਤਰਾਂ ਦੇ ਕੰਮ ਅਤੇ ਮਸ਼ੀਨ ਦੇ ਹਿੱਸਿਆਂ ਲਈ ਸਮੱਗਰੀ ਦੀ ਸਹੀ ਚੋਣ 'ਤੇ ਨਿਰਭਰ ਕਰਦਾ ਹੈ.
ਸੰਖੇਪ ਵਿੱਚ, ਸ਼ੁੱਧਤਾ ਵਾਲੀ ਮਸ਼ੀਨ ਵਿੱਚ ਅਜੇ ਵੀ ਪਦਾਰਥਕ ਗੁਣਵੱਤਾ ਲਈ ਕੁਝ ਜਰੂਰਤਾਂ ਹਨ, ਸਾਰੀ ਸਮੱਗਰੀ ਪ੍ਰੋਸੈਸਿੰਗ ਲਈ areੁਕਵੀਂ ਨਹੀਂ ਹੈ, ਜਿਵੇਂ ਕਿ ਨਰਮ ਜਾਂ ਸਖਤ ਕੱਚੇ ਮਾਲ, ਪ੍ਰੋਸੈਸਿੰਗ ਲਈ ਪਹਿਲਾਂ ਜ਼ਰੂਰੀ ਨਹੀਂ ਹੈ, ਅਤੇ ਬਾਅਦ ਵਿੱਚ ਪ੍ਰਕਿਰਿਆ ਕਰਨ ਵਿੱਚ ਅਸਮਰੱਥ ਹੈ.
ਮੇਸਟੇਕ ਗਾਹਕਾਂ ਨੂੰ ਸ਼ੁੱਧਤਾ ਵਾਲੇ ਧਾਤ ਦੇ ਹਿੱਸਿਆਂ ਦੇ ਨਿਰਮਾਣ ਅਤੇ ਪ੍ਰੋਸੈਸਿੰਗ ਪ੍ਰਦਾਨ ਕਰਦਾ ਹੈ. ਜੇ ਤੁਹਾਨੂੰ ਵਧੇਰੇ ਜਾਣਕਾਰੀ ਦੀ ਲੋੜ ਹੈ, ਕਿਰਪਾ ਕਰਕੇ ਸਾਡੇ ਨਾਲ ਸੰਪਰਕ ਕਰੋ.




